+7 (8634) 322-450
Пн-Пт 6:30 - 17:00
Ростовская область, г. Таганрог, ул. Котлостроительная, зд. 37-8
Связаться с нами
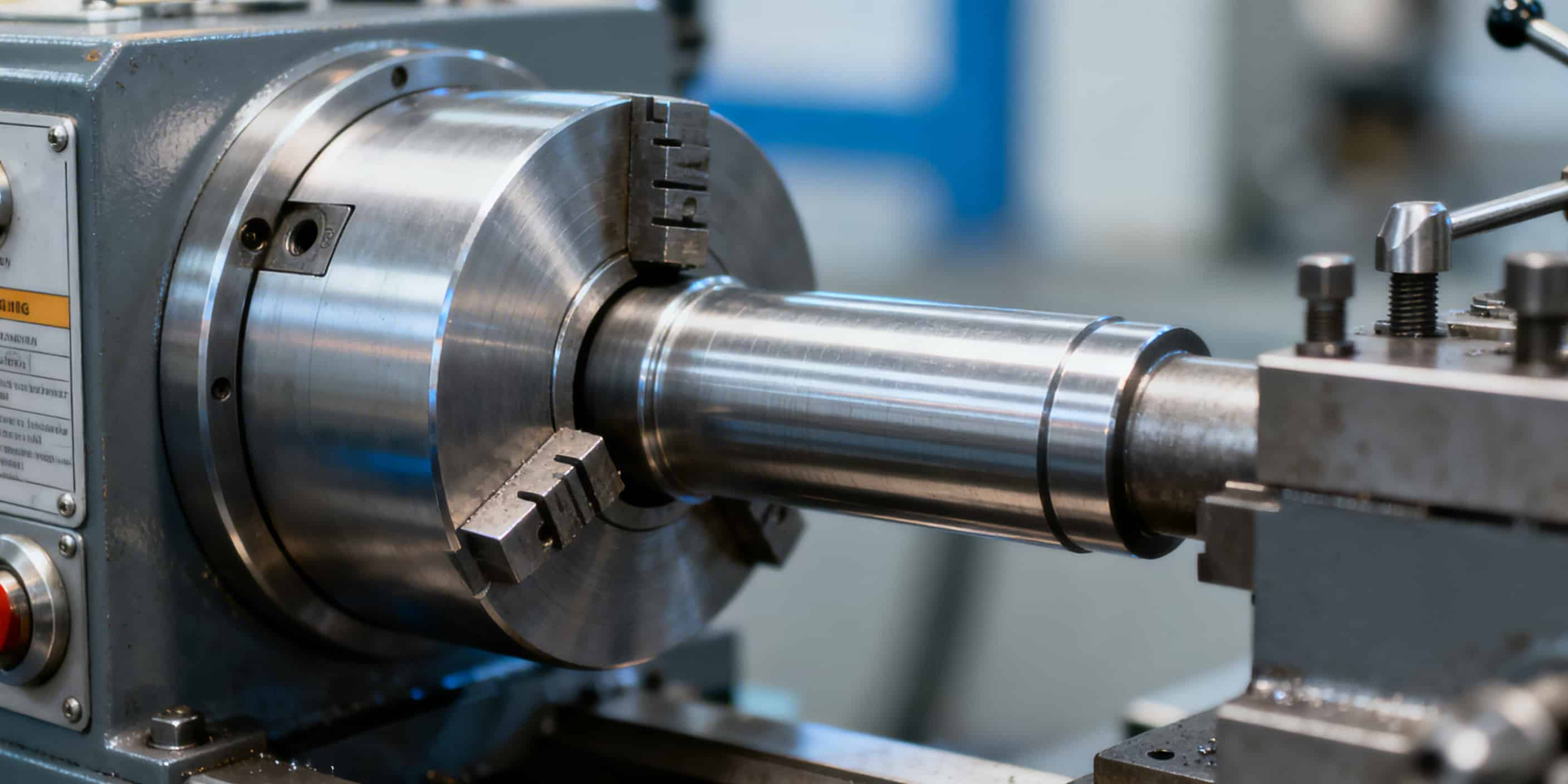
Наплавка и восстановление валов позволяют вернуть посадочные диаметры и рабочие шейки при износе, задировах, коррозии и биении. Восстанавливаем валы приводов, шпиндельные валы, промежуточные и распределительные валы для токарных, фрезерных и других станков, включая станков с ЧПУ. После восстановления выполняем проточку и шлифовку, чтобы вал корректно работал с подшипниками, муфтами и шестернями.

Сначала выполняем дефектацию: измеряем износ шеек и посадочных мест, проверяем биение, соосность, конусность и состояние шпоночных пазов и резьб. Определяем причину износа, оцениваем состояние сопряжённых деталей, чтобы восстановление было долговечным. По результатам выбираем технологию: локальная наплавка, наплавка по окружности или восстановление под ремонтный размер.
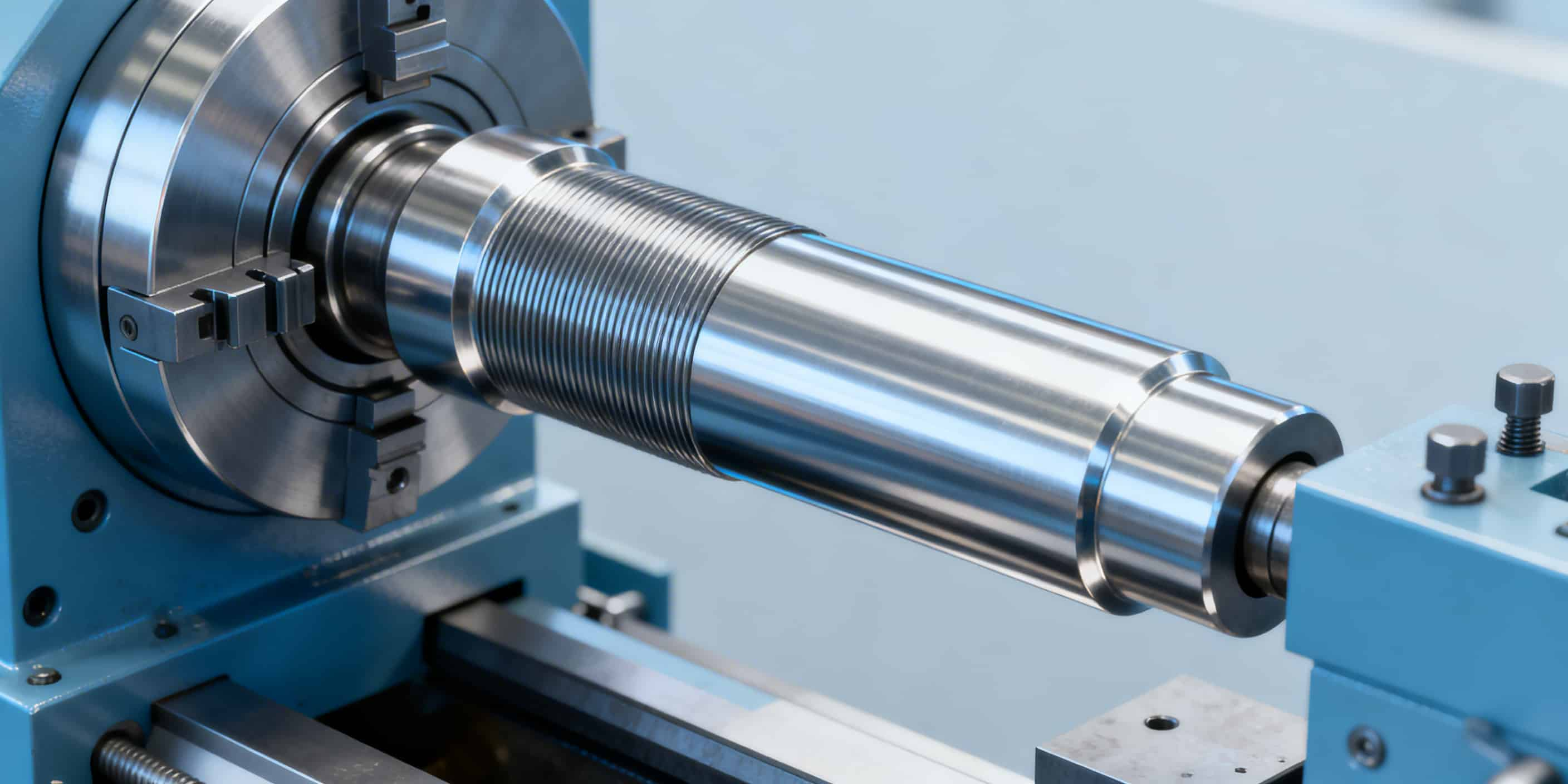
Далее наплавляем изношенные участки и выполняем мехобработку: проточку до припуска, затем шлифовку под требуемую посадку и шероховатость, восстанавливаем торцы и канавки, при необходимости дорабатываем резьбы и пазы. После обработки контролируем размеры, биение и соосность по базам, при необходимости выполняем балансировку и примерку в узле. Вал передаётся в сборку с подтверждёнными параметрами и рекомендациями по установке.

Проверяем вал на износ шеек, задиры и коррозию, измеряем биение и конусность, оцениваем соосность посадочных мест. Контролируем состояние шпоночных пазов, резьб и торцов. По итогу определяем объём наплавки и требуемые посадки под подшипники и муфты.
Восстанавливаем металл на шейках и посадках, устраняем выработку и повреждения поверхности. Закладываем припуск под последующую обработку, чтобы вывести размер точно в допуск. При необходимости используем ремонтные решения под конкретное сопряжение, сохраняя рабочую геометрию вала.
Шлифуем восстановленные поверхности до требуемого диаметра и шероховатости, устраняем микронные отклонения и следы биения. Восстанавливаем торцы, канавки и фаски, контролируем переходы и кромки. Это обеспечивает нормальную работу подшипников и стабильную нагрузку без перегрева.
Уточняем назначение вала и условия работы: обороты, нагрузку, тип подшипников и сопряжений, признаки неисправности до ремонта. Фиксируем требования по посадкам, допустимому биению и состоянию поверхности. При необходимости запрашиваем данные по узлу, чтобы восстановление учитывало реальную эксплуатацию, а не только размер «по месту».
Измеряем износ шеек и посадок, проверяем биение, соосность и конусность, оцениваем состояние резьб, пазов и торцов. Анализируем причины повреждений и состояние сопряжённых деталей, чтобы исключить повторный износ. Согласуем технологию восстановления: наплавка с выводом в номинал или ремонтный размер под конкретную посадку.
Выполняем наплавку изношенных зон с обеспечением равномерного слоя и припуска под мехобработку. Контролируем базирование, чтобы сохранить геометрию относительно рабочих поверхностей. При необходимости восстанавливаем кромки, торцы и переходы, подготавливаем вал к проточке и шлифовке.
Протачиваем восстановленные участки до заданного припуска, затем шлифуем под посадку и требуемую шероховатость. Контролируем размер, биение и соосность по базам, доводим торцы, канавки, фаски и рабочие переходы. При необходимости выполняем балансировку, если вал работает на высоких оборотах и чувствителен к вибрациям.
Проводим финальный контроль размеров и параметров поверхности, фиксируем результаты измерений и допуски. Передаём вал с рекомендациями по установке, проверке сопряжений и режимам обкатки после сборки. При необходимости помогаем подобрать посадки под ремонт и согласовать работы по сопряжённым деталям, чтобы узел работал без перегрева и преждевременного износа.
В результате вал получает восстановленные посадочные поверхности с требуемым размером, шероховатостью и контролируемым биением, что обеспечивает корректную работу подшипников, муфт и передач. Срок выполнения зависит от глубины износа и объёма шлифовки: типовое восстановление занимает от 1 до нескольких рабочих дней, при необходимости дополнительных операций время определяется по факту дефектации. Итог подтверждаем измерениями и контролем геометрии, чтобы вал можно было сразу устанавливать в узел без риска повторных вибраций.
Мы восстанавливаем вал как рабочий элемент узла: учитываем не только диаметр, но и соосность посадок, качество переходов и условия нагрузки, чтобы поверхность не «съедало» после первого запуска. Обязательно выполняем мехобработку после наплавки и подтверждаем параметры контрольными измерениями, при необходимости делаем примерку и балансировку. Даем рекомендации по сопряжённым деталям и монтажу, чтобы результат сохранялся на токарных, фрезерных и других станках, включая станков с ЧПУ, в реальных режимах работы.